Equipment

Unimach is a Russia-based manufacturer of technological cutting machinery. Own Research & Development department paired with production facilities enable us to deliver cutting machines of the proprietary development, as well as all core components: a machine’s bed, optical head, control electronics, linear drives, etc. We have delivered more than 1300 machines to different Russian and foreign companies since 2007. We provide reliable tailored solutions for your business!
-

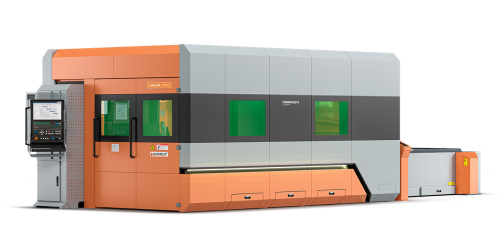
LC Standard
Available dimensions: 3000x1500 mm, 6000x2000 mm
Laser cutting machines LC Standard series – is the high-performance solution for Small & Medium Enterprise and microbusiness. This series is an optimal - high quality and cost-effictive - choice for any production. -

LC Master
Available dimensions: 3000x1500 mm
The new laser cutting machines LC Master series bring all benefits of the linear drive to the Small & Medium Enterprise and still provide a cost-effective solution. -

LC Professional M2
Available dimensions: 3020x1520 mm, 6000x2000 mm
Based on wide experience of delivering more than 500 machines LC Professional M2 series offers unexampled functionality, high performance and perfect ergonomics. The new cutting edge series. -
LC Expert
Available dimensions: 3020x1520 mm
Laser cutting machines LC Expert series – is the most effective and high-performance solution among the Unimach product line. -
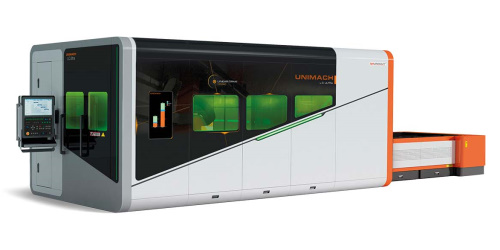
LC Ultra
Available dimensions: 3020x1520 mm
Laser cutting machines LC Ultra series – is the most efficient solution in the range of Unimach machines. The machine perfectly suits large scale manufactures where high efficiency and utmost repeat accuracy are in focus.
-
TCU-Standard
TCU-Standard is used as a part of laser cutting machine LC Professional M2, LC Master and LC Standard. User-friendly interface and high economic efficiency are on the plus side. -
TCU-Professional
TCU-Professional is used as a part of laser cutting machine LC Professional М2, LC Master and LC Standard. Modular design, automated cutting processes and cutting tube at angle are the main features. -

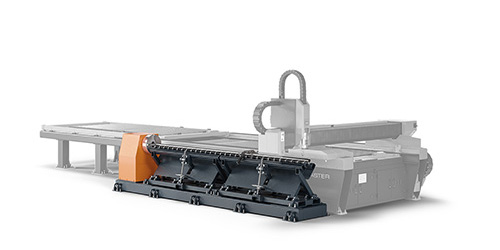
TCU-Professional M2
TCU-Professional М2 is used as a part of laser cutting machine LC Professional М2, LC Master and LC Standard. Gas exhaust system, linear drive of steady rest and universal support for tubes of all types and sizes are on the plus side. -

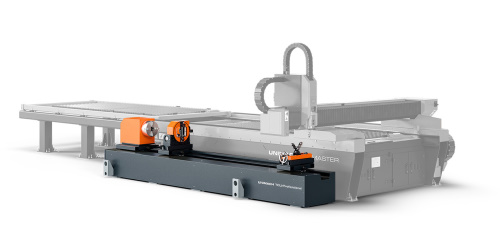
TCU-Expert
TCU-Expert is used as a part of laser cutting machine LC Professional М2, LC Master and LC Standard. High precision cutting operations, automated tube cutting and cutting tube at angle are on the undeniable advantages. -
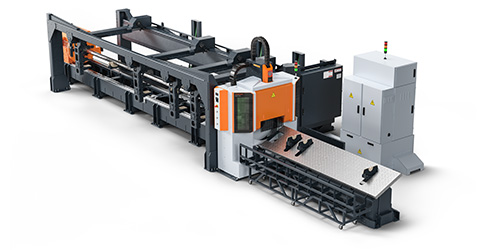
LaserTube
Module for cutting round and shaped tubes.
-

UniBend 1600-60
Press brake UniBend 1600-60 is the most efficient model in the Unimach production range. Small size and high capacity enable the machine to provide the most productive solution for Small and Medium Enterprise -

UniBend 2050-80
UniBend 2050-80 – is a high-end press brake which can be easily adapted for any manufacture needs. Servo drive of our own design enables to reach high bending speed, significantly decreasing unit costs compared to hydraulic press brakes. -

UniBend 2550-100
Press brake UniBend 2550-100 is a universal solution capable to satisfy the needs of Medium and Large enterprise. High performance enables to start a continuous production of both small and large parts. -
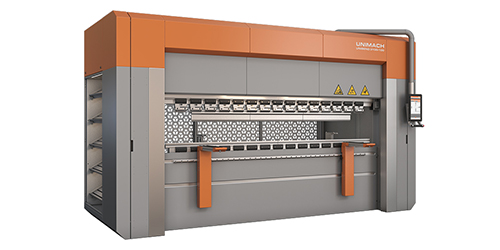
UniBend 3100-100
UniBend 3100-100 is the most efficient solution for manufactures that deal with a broad range of production. Front supports ensure easy adjustment of a working zone size and reliable fastening of a workpiece.
-

LaserWeld
LaserWeld is a state-of-the-art development which combines high-speed and accurate welding of workpieces with different shape and material and low maintenance costs. -

CoboWeld
Collaborative welding robot CoboWeld is designed for automatic high-precision laser welding of metal parts with the help of a robotic manipulator. -

MultiWeld
Automatic laser welding machine MultiWeld is the result of NPK Morsvyazavtomatica long-standing experience in the production of laser metal processing equipment. The bed design enables to integrate it easily both with manual laser welding machine and semi-automatic welding machine MIG, and TIG torch. -

IPG LightWELD 1500
Handheld welding system LightWELD 1500 by IPG Photonics ensures high quality weld of metals with different thickness. To simplify operator’s work and reduce time for settings IPG experts developed a rich library of operation modes considering all production capabilities of LightWELD 1500. -

IPG FL-CPM
Laser welding machine for rotary parts FL-CPM - is a fully-featured system produced by IPG. FL-CPM performs complicated technological processes including welding of parts with poor fit-up and different thickness. The modular design enables to integrate the machine into any manufacturing system.


