

URC-L3
Линейный роботизированный комплекс

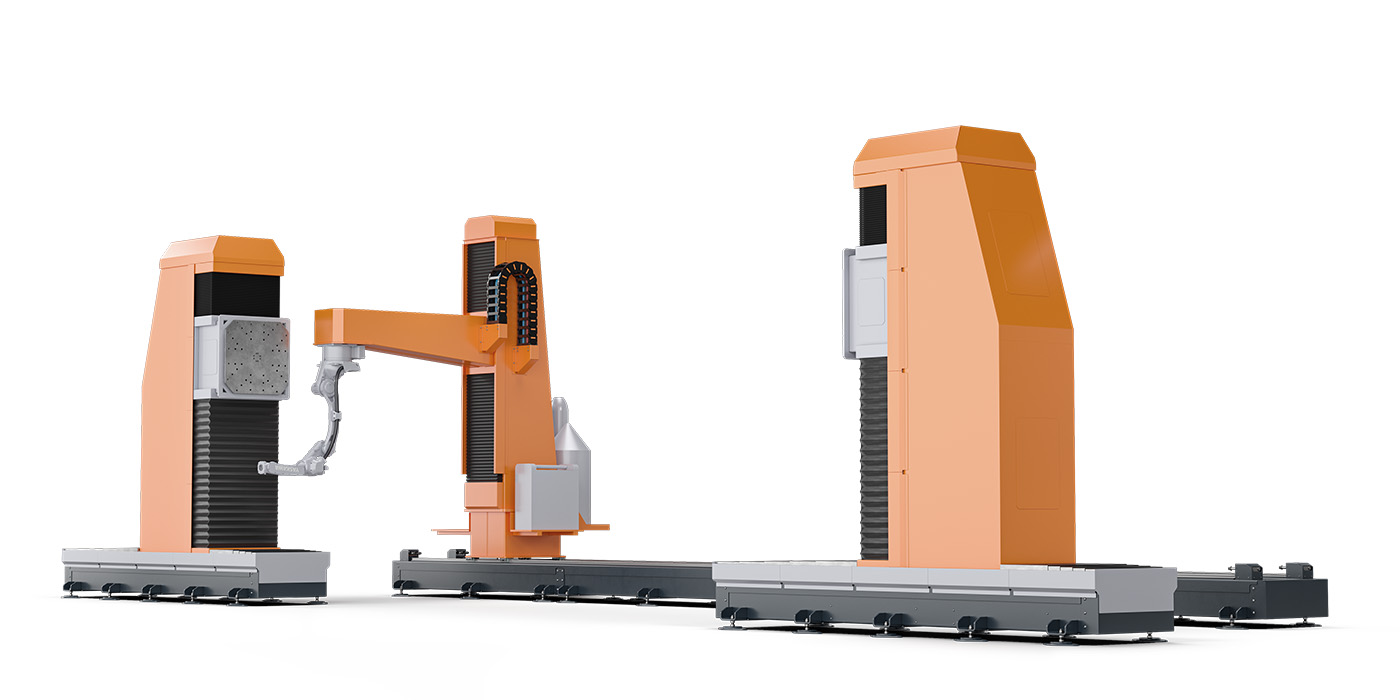





Линейный роботизированный сварочный комплекс URC-L3, оснащенный одноосевым позиционером, предназначен для автоматизированной сварки нестандартных крупногабаритных конструкций с возможностью позиционирования деталей с высокой точностью относительно одной горизонтальной оси вращения.
URC-L3 оснащен колонной, установленной на линейную направляющую. Ход колонны по оси Х может достигать 16 метров, а точность позиционирования инструмента – до 0,2 мм. Колонна имеет подвижную балку на оси Z, что позволяет изменять зону досягаемости инструмента и обеспечивает возможность работы со сложными траекториями.
Линейный роботизированный комплекс оснащен позиционером с подъёмными центрами большой грузоподъемности для обеспечения вращения тяжелых заготовок. Возможность подъема заготовки обеспечивает безопасность и гибкость использования ЛРК в работе. Данная серия позиционеров создана для сварки крупногабаритных сборок в тех случаях, когда рабочее положение находится на большой высоте, неудобной для оператора. Позиционеры имеют возможность опускания сварочных сборок в положение загрузки.
Высокое качество исполнения шестиосевых промышленных роботов-манипуляторов позволяет по всей рабочей длине позиционировать сварочный инструмент (горелку) с высокой точностью. В составе комплексов используются современные роботизированные сварочные источники. Механизм подачи сварочной проволоки, который называется “тяни-толкай” (push-pull), обеспечивает надежную подачу сварочного материала в процессе работы.
Линейные роботизированные сварочные комплексы могут быть оснащены дополнительными следящими устройствами различного типа (2D и ЗD лазерными сканерами), что делает их по-настоящему многофункциональными и удобными в эксплуатации.
Программирование комплексов можно осуществлять с пульта управления роботом. Благодаря использованию CAM-системы можно в офлайн-режиме программировать работу всего комплекса, включая позиционеры, а также проводить симуляцию процесса сварки деталей на ПК.
Использование такого ПО дает возможность пользователю задавать не только траектории движения инструмента (горелки), но и назначать конфигурацию сварки, используя имеющуюся базу сварочных режимов, а также создавать свои режимы. Система будет подсказывать оптимальные положения инструмента (горелки) в зависимости от типа сварного соединения и расположения заготовки в пространстве. ПО учитывает возможные ошибки, зоны досягаемости и столкновения, что позволяет корректно перенести управляющую программу на оборудование и оперативно внести изменения в процессе работы.
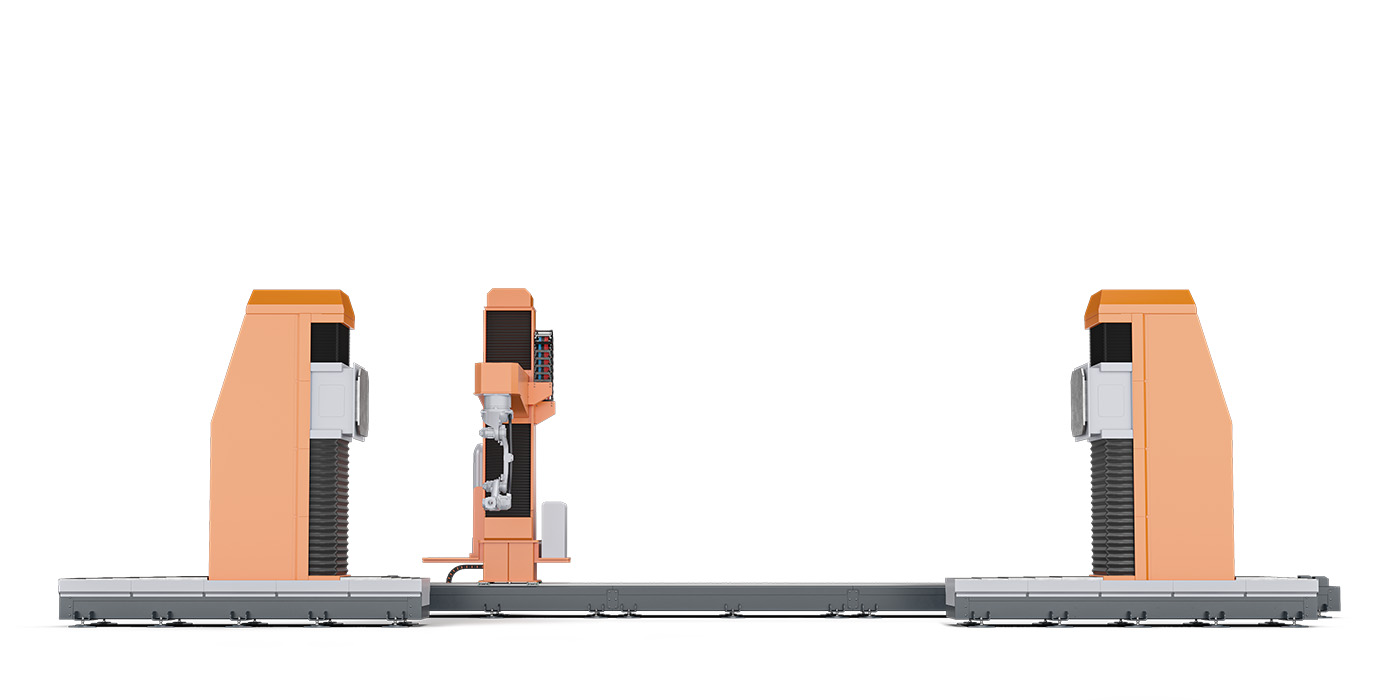
Роботизированные комплексы изготавливаются с учетом требований Заказчика и могут комплектоваться несколькими позиционерами с двумя-тремя зонами работы с точностью позиционирования инструмента до 0,2 мм. Сопутствующее оборудование размещается на колонне.
Технические характеристики колонны:
| Ход по оси X, мм | 2000-30000 |
| Ход по оси Z, мм | 1500-3000 |
| Длина балки, мм | 1800-2500 |
| Количество колонн | 1-2 |
| Скорость перемещения, м/м | 20 |
| Точность позиционирования, мм | 0,2 |
Технические характеристики позиционера:
| Серия | Позиционер URC-P1 | Позиционер URC-P2 | |
| Грузоподъемность, кг | 1000-5000 | ||
| Высота оси вращения, мм | |||
| Ход подвижной части, мм | 1500-5000 | ||
| Скорость вращения, об/мин | 0-10 | ||
| Перемещение оси вращения по высоте, мм | До 2000 | - | |
| Смещение оси вращения, мм | - | До 2000 | |