

LC Professional M3
Лазерный раскройный комплекс
























Описание
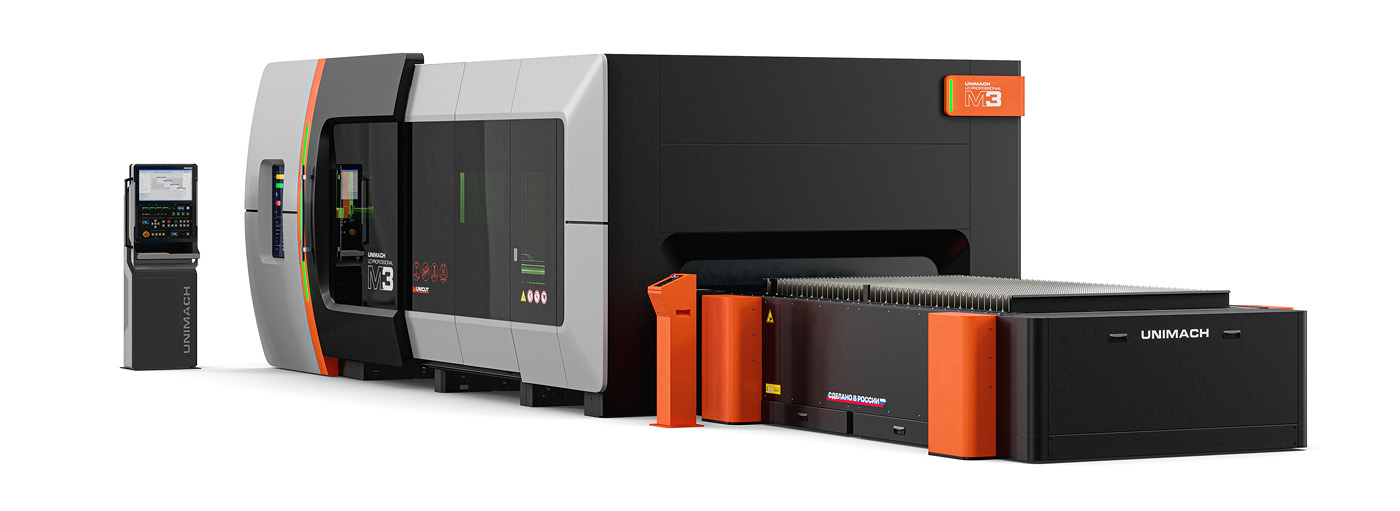
Комплекс лазерной резки LC Professional M3 - высокопроизводительное решение для средних и крупных предприятий, позволяющее работать в непрерывном режиме с высокой загрузкой оборудования. Использование линейных приводов повышенной мощности позволяет достигать выдающихся скоростных и динамических характеристик. Станок может эксплуатироваться со всеми опциями автоматизации производства компании Unimach, комплектоваться кабинетной защитой, а также модулями раскроя трубы.
Станки Unimach имеют заключение Министерства промышленности и торговли, подтверждающее производство всех лазерных станков, выпускаемых компанией, на территории Российской Федерации.
Особенности серии LC Professional M3
- Линейные приводы повышенной мощности для обеспечения высоких динамических и скоростных характеристик;
- Сохранилась возможность левостороннего или правостороннего исполнения станка за счет реализации двустороннего размещения челночного стола;
- Внесены существенные изменения в конструкцию станины, благодаря которым поглощается больший спектр паразитных колебаний. Дополнительные технические решение позволяют использовать станок с излучателями высокой мощности (до 40 кВт);
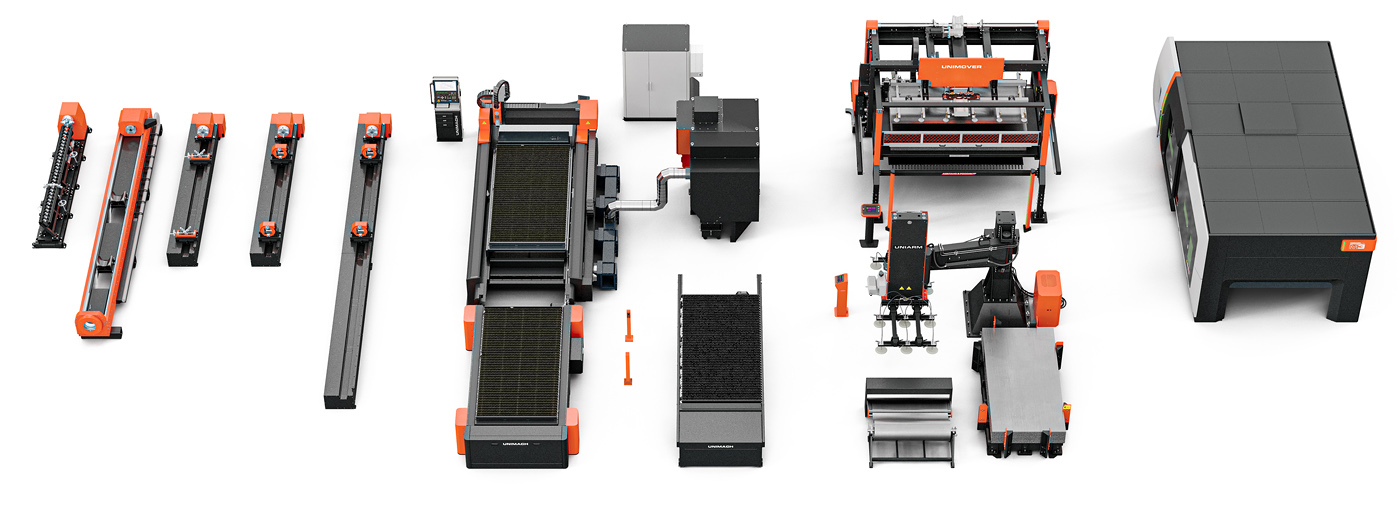
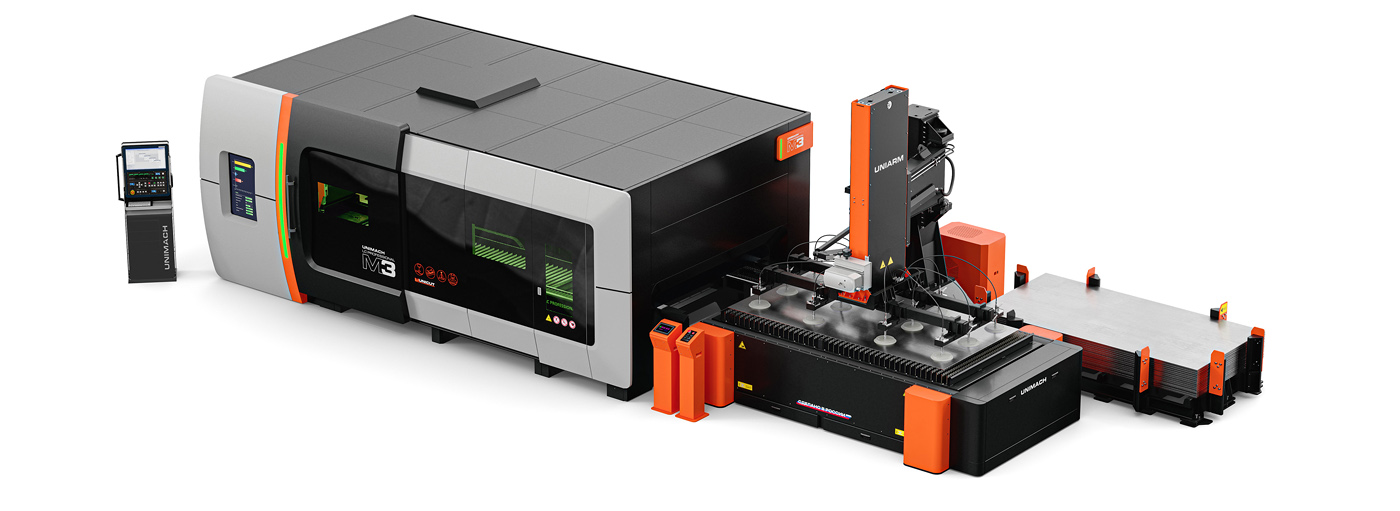
- За счет расширения возможностей автоматизации резки существенно повышена функциональность оборудования. Станок совместим с системами автоматизации UniMover и UniArm;
- Использование мощного линейного привода вкупе с лазерной оптической головкой LH-201 и программным обеспечением UniCut позволило увеличить производительность и эксплуатационную надежность оборудования;
- Гарантия 24 месяца без ограничения ресурса наработки.
Стандартная комплектация
- Жёсткая цельносварная термически обработанная фрезерованная станина
- Координатная система портального типа
- Облегчённый композитный портал
- Высокоточные линейные направляющие с интегрированной обратной связью
- Линейный привод осей X,Y
- Система дымоудаления зональная с автоматическим переключением зон
- Иттербиевый волоконный лазер VPG Laserone
- Система охлаждения вода/воздух (чиллер)
- Система контроля фокусного расстояния FoCut
- Лазерная оптическая головка LH-201 с автоматическим приводом линзы
- Стойка оператора UM-103 (IP65, с промышленным LCD дисплеем 21", стационарный пульт управления станком, выдвижная клавиатура)
- Программное обеспечение UniCut
- Система машинного зрения UniVision
- Автоматизированная выдвижная паллета
- Система управления подачей газов 3-х канальная
- Комплект ЗИП
- Пуско-наладочные работы и обучение персонала
Основные преимущества
Лазерный источник
Станки Unimach оснащены оптоволоконными лазерами производства НТО «ИРЭ-полюс». Их излучатели и передающие тракты изолированы от окружающей среды таким образом, что попадание загрязнений в систему генерации и передачи излучения полностью исключено. Эти лазеры не требуют обслуживания в течение всего срока эксплуатации, их эксплуатационный ресурс значителен, а излучение отличается высоким качеством и стабильностью параметров.
Лазеры, которыми оснащаются станки Unimach, режут не только углеродистую сталь. Располагая улучшенной защитой от отражённого излучения, они пригодны для резки высокоотражающих материалов, таких как латунь, алюминий, медь и оцинкованная сталь. Также они могут использоваться для нанесения гравировки на металлические поверхности.
Оптическая головка
НПК МСА оснащает свои станки оптическими головками LH-201 собственного производства. Они отличаются безотказностью, удобством эксплуатации и широким функционалом. Многочисленные датчики, расположенные в головке позволяют контролировать все необходимые контрольные параметры работы, а светодиодная система индикации позволяет быстро и удобно получать всю необходимую информацию о текущем состоянии головки.
Дизайн станка
Компоновка станка отличается упорядоченностью: большинство его компонентов — лазерный источник, блок охлаждения, шкаф автоматики и прочие — собраны в единую конструкцию. Все внешние подключения к станку осуществляются с одной стороны. Такое решение обеспечивает экономию места и снижает вероятность различного рода инцидентов, негативно влияющих на производительность и безопасность. Станки LC Professional M3 могут производиться в лево- или правостороннем исполнении — по желанию заказчика.
Станки оснащаются улучшенной стойкой ЧПУ с расширенным эргономичным кнопочным блоком управления и дополнительной системой индикации режимов.
Станина
Цельносварная фрезерованная станина обладает повышенной жесткостью и толщиной стенок, позволяющей обрабатывать на станке толстолистовые заготовки и устанавливать излучатели высокой мощности. Многозональная система вытяжки с автоматическими пневмозаслонками эффективно производит отвод продуктов горения металла, а компоновка поддонов для сбора заготовок позволяет удобно эксплуатировать компплекс как с использованием систем автоматизации, так и без них.
Оптимизация загрузки-выгрузки
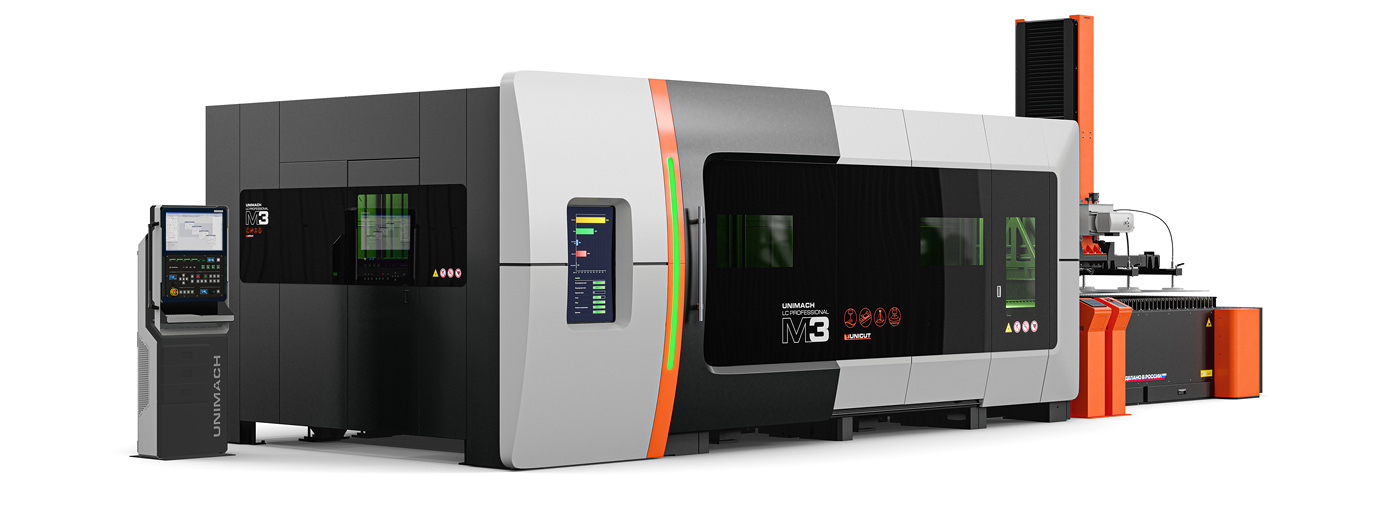
Опционально раскройный комплекс LC Professional M3 оборудуется системой сменных челночных столов, вводимых в рабочую зону строго поочередно: пока на одном столе производится раскрой листа, на другом происходит разборка результатов раскроя и погрузка нового листа. Таким образом, загрузка-выгрузка производится без прерывания процесса резки. Как следствие, длительность вынужденных простоев резко сокращается, а производительность растёт. Опционально возможно использование станка с системами автоматической погрузки-разгрузки листа UniMover или консольным погрузчиком листа UniArm.
Централизованная система смазки
Подвижные соединения оборудования требуют регулярной смазки. Станки Unimach оборудованы централизованной системой автоматической смазки подвижных узлов, использующей пропорциональные клапаны давления. В отличие от дешевых массовых решений, данная система позволяет производить смазку каждого узла строго необходимым количеством смазывающей жидкости при том в строго заданное для этого узла регламентное время. Это позволяет избежать излишнего замасливания узлов и поддерживать их в чистоте и порядке.
Система охлаждения
Станки Unimach оснащаются системами охлаждения (чиллерами) собственной разработки НПК МСА. Эти устройства обеспечивают эффективное водяное охлаждение источника излучения, оптического тракта и режущей головы. Чиллеры Unimach обладают двумя независимыми охлаждающими контурами, что позволяет поддерживать раздельные температуры в оптической головке и в прочих системах станка. Это решение повышает надежность работы оборудования и исключает возможность запотевания оптики оптической головки.
Система дымоудаления
Станок оснащён зональной системой дымоудаления: его рабочее пространство разделено на зоны, и в каждый момент времени вытяжка осуществляется лишь из той зоны, где осуществляется резка. Такое решение гарантирует существенное повышение эффективности дымоудаления при одновременном снижении эксплуатационных затрат.
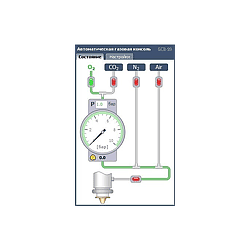
Система подачи газов
Раскройный комплекс LC Professional M3 оснащён автоматической трёхканальной газовой консолью с интерфейсом, интегрированным в ЧПУ комплекса. Он позволяет дистанционно переключать входы газов, устанавливать давление газа в зоне резания и проводить мониторинг состояния системы. Оператору достаточно выбрать в библиотеке материал, подлежащий обработке, а консоль автоматически подключит требуемый газ и установит необходимое давление. Использование консоли обеспечивает высокое качество резки, а в случаях, когда необходимы частые смены технологического газа, позволяет экономить время, способствуя тем самым росту производительности. Опционально возможна установка консоли на четыре рабочих газа.
Программное обеспечение UniCut
Разрабатывая станки Unimach, компания НПК МСА создаёт и программное обеспечение для них. Инженеры, проектирующие станки, и программисты, пишущие программы для этих станков, работают в постоянном контакте и непрерывно обмениваются идеями по дальнейшему совершенствованию оборудования.
Программное обеспечение UniCut, созданное с учётом особенностей станков Unimach, позволяет в полной мере использовать заложенные в них возможности. Оно комфортно, безотказно и обеспечивает максимально эффективную работу всех компонентов раскройного комплекса.
Основные технические данные
| Источник излучения | |
|---|---|
| Тип | Иттербиевый волоконный лазер |
| Мощность, Вт | 4000-40000 |
| Модель лазерного излучателя | Макс. толщина материала * |
|---|---|
| VPG Laserone 4000W | ≈ 24 мм |
| VPG Laserone 6000W | ≈ 30 мм |
| VPG Laserone 8000W | ≈ 32 мм |
| VPG Laserone 10000W | ≈ 35 мм |
| VPG Laserone 20000W | ≈ 60 мм |
| VPG Laserone 40000W | ≈ 80 мм |
* - Указаны предельно возможные обрабатываемые толщины х/к стали Ст3ПС, продув кислородом, без предъявления требований по качеству и шероховатости реза
| Общие характеристики | ||
|---|---|---|
| Модель | LC Professional M3 3015 | LC Professional M3 6020 |
| Зона обработки (мм) | 3020x1520 | 6000x2000 |
| Масса, не более (кг) | 11000 | 17000 |
| Макс. нагрузка на стол (зависит от модели стола), кг | 800 - 2200 | 2100 - 5600 |
| Габаритные размеры (мм) | ||
|---|---|---|
| Модель | LC Professional M3 3015 | LC Professional M3 6020 |
| Длина | 6005 | 9245 |
| Ширина | 5620 | 6050 |
| Высота | 3000 | 3000 |
| Параметры точности* | |
|---|---|
| Точность позиционирования по всем осям, мм | ±0,03 |
| Повторяемость позиционирования, мм | ±0,02 |
* Достигаемая точность обработки зависит от типа заготовки, предварительной обработки, размера листа и положения заготовки в рабочей зоне. В соответствии со стандартом VDI/DGQ 3441 длина измерения соответствует 1 м.
| Скорости и ускорения | |
|---|---|
| Скорость свободных перемещений по осям X, Y, Z (м/мин) | до 250 |
| Ускорение/торможение по осям X, Y, Z | до 4 G |
| Максимальные обрабатываемые толщины металлов | |
|---|---|
| Сталь | до 80 мм |
| Алюминий | до 80 мм |
| Нержавеющая сталь | до 90 мм |
| Линейные оси | |
|---|---|
|
|
Линейный привод с прецизионной измерительной шкалой |
|
|
Линейный привод с прецизионной измерительной шкалой |
|
|
Сервопривод с безлюфтовым редуктором с дополнительной обратной связью по слежению, прецизионная шестерня-рейка |
Габаритные размеры станка
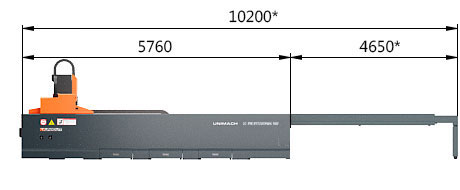
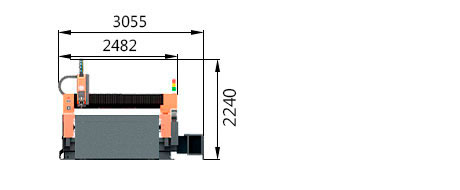
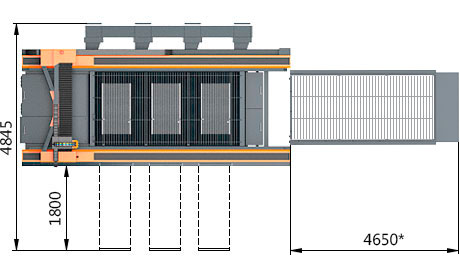
Рис. 1 - Габаритные размеры LC Professional M3

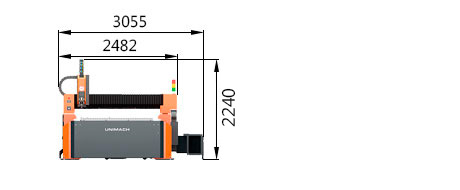
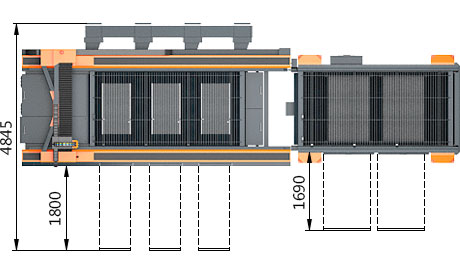
Рис. 2 - Габаритные размеры LC Professional M3 с челночным столом
Стойка управления UM-103

Пульт управления станком выполнен в виде отдельной стойки пылезащищенного исполнения с промышленным ЖК-дисплеем для индикации рабочих параметров. Все элементы индикации и контроля над системами станка находятся на одном рабочем месте. Такая компоновка позволяет оператору быстро реагировать на возможные сбои и предотвращать их усугубление до возникновения неисправностей. Кроме этого, основные используемые органы управления системой вынесены на лицевую панель стойки, что положительно влияет на организацию рабочего процесса.
Для дополнительного удобства работы оператора стойка управления оснащена ящиками для хранения расходных материалов и специализированного инструмента, который может потребоваться при работе со станком, а также держателем бумаги. Стойка ЧПУ оборудована двумя USB разъемами для подключения флэш-накопителей и загрузки чертежей и программ. На задней панели стойки имеется один LAN разъем для интегрирования станка в общепроизводственную сетевую инфраструктуру.
Программное обеспечение UniCut
Разработанное нами программное обеспечение UniCut имеет простое, ориентированное на пользователя управление. В ПО UniCut реализованы функции, существенно упрощающие и оптимизирующие процесс резки. Это такие функции как: пауза, обратный ход по контуру, быстрый переход к любой врезке, быстрое изменение точки врезки, начало резки с любого места контура и т.д.
Управление с одного рабочего места и из одной программы
Для безусловного комфорта работы с установкой интерфейсы управления всеми узлами станка интегрированы в одну программную оболочку. Дополнительным удобством для оператора является контроль над всеми модулями раскройного комплекса с одного рабочего места.
Отдельная настройка режимов прожига, гравировки и резки
Режимы прожига, гравировки и резки настраиваются оператором по отдельности до начала резки. Оператору не придется останавливать процесс обработки материала, чтобы перенастроить станок и ввести новые уставки, т.к. переключение между режимами происходит автоматически, что увеличивает производительность раскройного комплекса.
Управление мощностью излучения в зависимости от скорости
Для получения качественных острых и прямых углов мощность лазерного излучения автоматически регулируется в зависимости от скорости передвижения оптической головки. При нулевой скорости движения оптической головки (в момент остановки на углу) выходная мощность излучения равняется минимальной мощности, заданной в настройках, что предотвращает выгорание углов.
Библиотека материалов
ПО UniCut имеет библиотеку материалов, обеспечивающую не только хранение настроек под определенный материал, но и автоматическую загрузку параметров в модули станка при выборе материала.
Автоматическое создание программ резки
ПО UniCut обеспечивает быстрое и интуитивно понятное составление программ резки, которое осуществляется «двумя кликами мыши». Производится автоматическое определение вложенности контуров и автоматический расчет оптимальных проходов. Данная функция приобретает достаточную актуальность для малых предприятий, при работе с малой серийностью, но большой номенклатурой заказа.
Удобный графический интерфейс
Для быстрой настройки оборудования имеются в наличие удобные графические интерфейсы. Графическая информация воспринимается гораздо лучше, чем набор цифр, поэтому с настройкой подобного оборудования приятнее работать, а сама настройка происходит намного быстрее.
Таймеры обслуживания
Для своевременного технического обслуживания станка в ПО имеются таймеры обслуживания с индикацией времени замены расходных материалов. Программное обеспечение автоматически считает наработку узлов раскройного комплекса и своевременно выдает сообщения о необходимом сервисном обслуживании.
Статистика производства
ПО UniCut производит автоматический расчет времени обработки деталей, полезного использования материала, количества деталей. Это существенно упрощает расчет стоимости, например, при резке сторонних заказов и расчет себестоимости продукции и отходов.
Дистанционная диагностика
Функция дистанционной (через Интернет) диагностики неисправностей систем станка позволяет свести к минимуму время простоя станка и исключить выездные расходы в случае решения сервисных вопросов, связанных с неправильной настройкой оборудования.
Журнал мастера
Наличие возможности дистанционной постановки и контроля выполнения поставленных задач позволяет минимизировать бумажный документооборот и обеспечить постановку задач на станок через сеть с рабочего места мастера. Электронная постановка задач позволяет эффективнее организовать производственный процесс, поскольку систематизация в этом случае (по материалу, приоритету, изделию) осуществляется автоматически.
Простота ПО
Простота программного обеспечения UniCut позволяет сократить время на обучения специалиста среднего звена базовой работе на станке. Стоимость работы специалиста среднего звена будет гораздо ниже высококвалифицированного, что положительно скажется на себестоимости продукции. ПО позволяет вести мониторинг и управление системами установки: системой слежения, системой охлаждения, лазером, а также просматривать журнал работы узлов. С программным обеспечением UniCut также доступны бесплатные обновления.
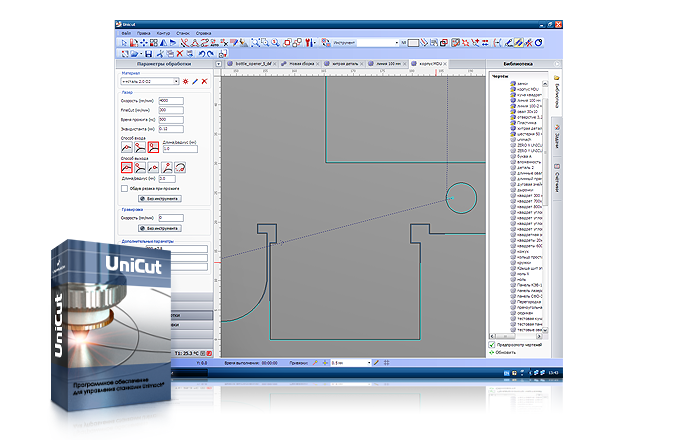
Основное окно программы UniCut
Система контроля фокусного расстояния FoCut
Установка оснащена системой автоматического слежения за поверхностью листа "FoCut", которая обеспечивает стабильность удержания оптической головки резака с точностью до 0,1 мм в широком диапазоне высот, что позволяет четко работать даже на сильно деформированном металле, а также на краях заготовки. Подробнее
В системе реализованы следующие возможности:
Прожиг «с подскоком». В момент прожига материала оптическая головка поднимается на высоту подскока, установленную оператором, и за счет того, что головка приподнята, расплав металла не попадает на сопловую часть и не может вывести ее или всю оптическую головку из строя. Дальнейший рез производится с установленного фокусного расстояния.
Прожиг «на лету». Данный метод может существенно сократить время обработки тонколистовых металлов, т.к. осуществляет вырезку не каждой детали по отдельности, а всех контуров, лежащих на одной прямой. Оптическая головка в высоком темпе построчно проходит весь лист, производя вырезку контуров на соответствующем отрезке. Экономия времени особенно заметна при резке перфорированных решеток.
Прожиг с предварительным прогревом зоны резки. При раскрое достаточно толстых листов металла рекомендуется применять данный метод прожига. Оптическая головка поднимается над материалом на расстояние, установленное оператором, происходит предварительный прогрев зоны резания, затем оптическая головка опускается в фокус, и происходит прожиг материала.
Неполный подъем. Между точками врезки оптическая головка поднимается не до верхнего концевого датчика, а на расстояние укороченного подъема, установленное оператором. Благодаря этому сокращается время на переход оптической головки от одной детали к другой, а производительность системы увеличивается.
Автокалибровка оптической головки. Система производит калибровку на каждой точке врезки. С данной функцией получаются качественные резы даже на сильно деформированном материале.
Графическое отображение динамических и рабочих характеристик системы. График позволяет в удобной форме оценивать работу системы слежения за поверхностью металла и оперативно определять неисправности в случае их возникновения.
Кроме всего перечисленного система контроля фокусного расстояния «FoCut» позволяет эффективно работать и с неметаллическими материалами.
Опции
-
Выносной пульт ручного управления UNIMACH
Выносной беспроводной пульт дистанционного управления позволяет оператору выполнять наиболее востребованные действия с любой удобной позиции: запуск и останов программ, обратный ход по контуру, увеличение/уменьшение фокусного расстояния, изменение скорости подачи, выход в ноль станка и ноль детали. Подробнее

-
Автоматическая газовая консоль 4 газа
2 газа до 10 атм., 2 газа до 20 атм. Позволяет оператору управлять переключением режущих газов и контролировать пневматическую систему со стойки ЧПУ. Автоматически переключает режущий газ и устанавливает его давление при выборе материала из библиотеки.
Вертикальный криогенный газификатор
Используется как альтернатива стандартным баллонам с газами в случаях резки с повышенным расход газа (например, при резке нержавеющих сталей). Объем - 210 литров. Время работы на одной заправке газификатора эквивалентно времени работы с 40 стандартными (40-литровыми) баллонами.

-
Кабинетная защита зоны резания серии Professional с доступом к рабочему столу
Кабинетная защита зоны резания предназначена для защиты персонала от отраженного лазерного излучения, продуктов горения обрабатываемых материалов, подвижных частей установки, а также шума, производимого оборудованием. Наличие кабинетной защиты снижает опасность лазера с 4 до 1 класса. Кроме того, повышается производительность вентиляционной системы, поскольку удаление продуктов горения производится из ограниченного объема защитной кабины.
Кабинетная защита снабжена окнами для наблюдения за зоной резания из специального прозрачного тонированного стекла, защищающего оператора от лазерного излучения. Свободный доступ в рабочую зону обеспечивают раздвижные двери, оборудованные концевыми выключателями. При открывании дверей происходит автоматическое отключение станка. Автоматическая сплошная штора предоставляет возможность свободно размещать обрабатываемый материал без ущерба для станка и персонала за пределами зоны резания с помощью выдвижной паллеты или челночного стола.
Кабинетная защита зоны резания серии Professional с доступом к рабочему столу для установок с вращателем для резки трубы
Кабинетная защита зоны резания предназначена для защиты персонала от отраженного лазерного излучения, продуктов горения обрабатываемых материалов, подвижных частей установки, а также шума, производимого оборудованием. Наличие кабинетной защиты снижает опасность лазера с 4 до 1 класса. Кроме того, повышается производительность вентиляционной системы, поскольку удаление продуктов горения производится из ограниченного объема защитной кабины.
Кабинетная защита снабжена окнами для наблюдения за зоной резания из специального прозрачного тонированного стекла, защищающего оператора от лазерного излучения. Свободный доступ в рабочую зону обеспечивают раздвижные двери, оборудованные концевыми выключателями. При открывании дверей происходит автоматическое отключение станка. Автоматическая сплошная штора предоставляет возможность свободно размещать обрабатываемый материал без ущерба для станка и персонала за пределами зоны резания с помощью выдвижной паллеты или челночного стола, а также трубного вращателя.
Защитные очки оператора
Прямые, отраженные и рассеянные лучи лазера могут повредить зрение оператора и даже привести к слепоте. Для защиты органов зрения от лазерного излучения следует использовать специальные защитные очки.

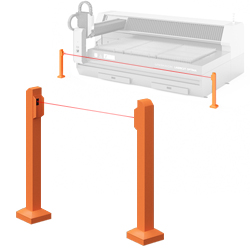
Лазерный барьер для защиты персонала
Предназначен для контроля отсутствия персонала в опасных зонах при работе установки. В случае пересечения безопасного периметра персоналом останавливает работу установки.
-
Вытяжной вентилятор
Служит для удаления продуктов горения, образующихся в процессе резки. Производительность 8000 м3/час

Фильтро-вентиляционная установка AFU-8
Фильтро-вентиляционная установка AFU-8 предназначена для очистки воздуха от взвешенной, мелко- и среднедисперсной пыли и дыма, выделяющихся во время сварки, пайки, термической резки металлов и прочих процессов. Подробнее

-
Расширенный комплект ЗИП на 12 месяцев работы
Включает в себя набор компонентов, требующих регулярной замены, обеспечивая, как минимум, 12 месяцев работы установки.

-
Сканер штрихкодов
С помощью быстрого и надежного Bluetooth-сканера штрих-кодов Unimach Scanner вы сможете с легкостью повысить производительность и эффективность работы оператора станка.

Автоматизация
-
Выдвижная паллета позволяет легко и безопасно размещать обрабатываемый материал за пределами зоны резания, сохраняя станок от потенциальных повреждений. Электромагниты обеспечивают надежную фиксацию раскройного стола, предотвращая его смещение во время обработки.
Автоматизированная паллета с Г-образным роликовым упором
Перемещение паллеты выполняется автоматически, что облегчает работу со станком и увеличивает производительность. Роликовый упор позволяет быстро задвигать паллету, освобождая полезное пространство вокруг станка.
-
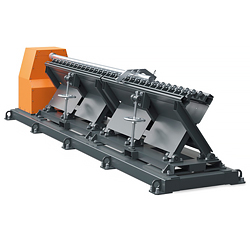
Автоматизированный челночный стол
Челночный стол предоставляет возможность легко и безопасно размещать обрабатываемый материал за пределами зоны резания, сохраняя станок от потенциальных повреждений. Стол оснащен двумя паллетами, которые поочередно транспортируются в зону обработки. Такая конструкция обеспечивает загрузку и выгрузку заготовок без остановки станка и позволяет существенно повысить производительность.
При смене паллет рабочее поле автоматически удерживается на одной высоте. Электромагниты обеспечивают надежную фиксацию раскройного стола, предотвращая его смещение во время обработки. Перемещение рабочей поверхности выполняется автоматически, что облегчает работу со станком и ускоряет производственный процесс.
-
TCU-Professional
Модуль резки труб позволяет отрезать трубу по длине, вырезать отверстия, производить гравировку, а также осуществлять раскрой труб по сложному контуру.
Модуль резки труб TCU-Professional комплектуется люнетами для прямоугольной и круглой трубы, которые позволяет осуществлять обработку:
- труб с поперечным сечением в форме прямоугольника, который можно вписать в квадрат со сторонами от 20 мм до 150х150 мм длиной до 6000 мм (обрабатываемая 3000 мм) и весом до 300 кг.
- труб с круглым сечением диаметром от 20 мм до 250 мм длиной до 6000 мм (обрабатываемая 3000 мм) и весом до 300 кг.
Фиксация, центрирование, вращение и точность обработки труб обеспечиваются зажимным патроном. Регулировка модуля под габаритные размеры труб производится с помощью специальных маховиков.
Длина трубы до 6000 мм достигается за счет установки дополнительного модуля. Загрузка трубы выполняется вручную, что существенно снижает стоимость модуля.

TCU-Standard
Модуль для резки круглой трубы позволяет осуществлять обработку труб с поперечным сечением в форме круга, разрезать трубы на куски нужной длины, вырезать в них отверстия и сложные пазы, производить гравировку, а также раскрой труб по сложному контуру. Фиксация, центрирование, вращение и точность обработки труб обеспечиваются зажимным патроном. Система роликовых держателей поддерживает трубы в нужном положении.
Модуль для резки комплектуется одним из двух типов держателей:
- для круглой трубы диаметром от 20 мм до 250 мм длиной до 3000 мм;
- для круглой трубы диаметром от 40 до 320 мм длиной до 3000 мм.
Регулировка модуля под габаритные размеры труб производится с помощью специальных маховиков. Загрузка труб выполняется вручную, что существенно снижает стоимость модуля.
-
Конвейер
Конвейер предназначен для непрерывного удаления отходов обработки из зоны резания. Применение конвейеров снижает долю ручного труда и оптимизирует производственный процесс.

-
Разматыватель и листоправильное устройство
Станки лазерного раскроя металла LC Professional M3 опционально комплектуются разматывателем рулонных материалов и листоправильным устройством.

-
Кран погрузки-выгрузки
Опционально станок лазерной резки может снабжаться специальным краном. Он размещается рядом с паллетой или челночным столом и позволяет автоматизировать процесс погрузки-выгрузки.
Сцепление с листом металла реализуется за счет специальных вакуумных захватов. Управление краном происходит с ручного пульта управления.
